| GENERAL INFORMATION |
FIBER Characteristics AND PROPERTIES | FIBER TYPE | NYLON | POLYESTER | POLYPROPYLENE | HMPE | LCP | ARAMID | PBO | Elongation | 15-28% | 12-18% | 18-22% | 3.6% | 3.3% | 4.6% | 2.5% | Coefficient of Friction | .12 - .15 | .12 - .15 | .15 - .22 | .05 - .07 | .12 - .15 | .12 - .15 | .18 | Melting Decomposition Temperature | 425º - 490º F | 480º - 500º F | 330º F | 300º F | 625º F | 930º F | 1200º F | Critical Temperature | 325º F | 350º F | 250º F | 150º F | 300º F | 520º F | 750º F | Specific Gravity | 1.14 | 1.38 | .91 | .98 | 1.40 | 1.39 | 1.56 | Cold-Flow (Creep) | Negligible | Negligible | Application Dependent | Application Dependent | Negligible | Negligible | Negligible | Tenacity (g/den) | 7.5 - 10.5 | 7 - 10 | 6.5 | 32 - 40 | 23 - 26 | 28 | 42 |
Tenacity:
The measurement of the resistance of the fiber at break.
Elongation:
Refers to the percentage elongation of fiber at break.
Coefficient of Friction:
Based on reluctance to slip or slide. Fibers with a higher coefficient of friction have a greater resistance to slip or slide. | | Critical Temperature:
Defined as the point at which degradation is caused by temperature alone.
Cold Flow (Creep):
Defined as a fiber’s slow deformation due to molecular slippage under a constant static load over an extended period. Creep is mostly nonreversible. Do not confuse permanent elongation with creep. Creep is only one of many ways that results in permanent elongation. |
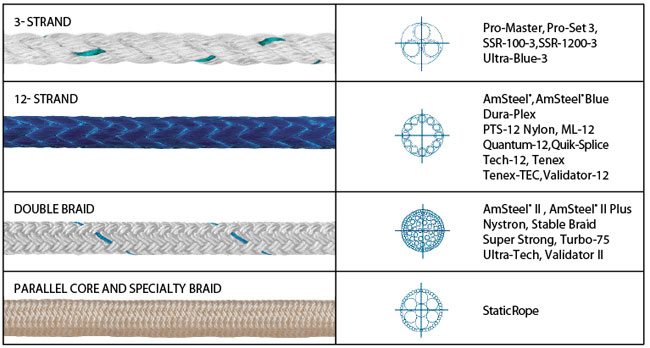
| | ROPE CONSTRUCTION | All sizes stated are nominal diameters and do not reflect exact dimensions. Weights depicted are average net rope weights while relaxed. Standard tolerances are +/- 5% unless otherwise stated in writing.
All Samson ropes are categorized for testing purposes as Class 1 or Class 2 ropes.
Class 1 ropes are manufactured from polyolefin, nylon or polyester fibers.
Class 2 ropes are manufactured from high modulus fibers, i.e., Dyneema, Zylon (PBO), Technora, Vectran, etc.
|  |
| | COATINGS AND FINISHES | Samthane coatings are a family of abrasion resistant coatings specifically formulated to match end user requirements for specific rope constructions.
SAMTHANE (TYPE A)
Spliceable coating used on polyester double braids. Samthane Type A
greatly enhances abrasion resistance and makes splicing used rope, much easier. Available in a variety of colors for: identification, tracking time in service, tying color to a specific operation, etc. Splicing done on ropes coated with Type A uses the same tools and techniques used for splicing uncoated ropes. Coating adds 3-5% additional weight to the rope.
SAMTHANE (TYPE C)
Non-spliceable jacketing type coating usually applied to specific sections of a line that will be subjected to extreme abrasion. The coating is very tough and provides resistance to cutting and chaffing. Usual application thickness is 1/8” or more and has a stiffening effect on the rope. Type C coating is applied to pre-spliced ropes and can also be used to encapsulate thimbles.
SAMTHANE (TYPE S)
Splicable coating used on high performance, olefin and polyester fiber ropes. Coating adds firmness and abrasion resistance and improves service life. Coating adds 3-5% additional weight to the rope.
ADVANTAGES: - Improved service life
- Reduced snagging
- Enhanced abrasion resistance
- Firmness
SAMTHANE COATINGS SPECIFICATIONS | PROPERTY | Samthane Type | A | F | C | S | Spliceability | Yes | Yes | Yes | Yes | Shore Hardness | NA | NA | NA | NA | Break Strength | 2,500 psi | 2,500 psi | 2,500 psi | 2,500 psi | Elongation at Break | 610% | 610% | 610% | 610% | Modulus at 300% | 600 psi | 600 psi | 600 psi | 600 psi | Type | Waterbourne Polyurethane | Waterbourne Polyurethane | Waterbourne Polyurethane | Waterbourne Polyurethane |
PRO-GARD FINISH
Pro-Gard for Nylon: Samson has integrated the use of Pro-Gard marine finish for specific braided nylon products to ensure maximum working strength and service life. As a result of using Pro-Gard, nylon rope maintains full Work Load Limit while wet.
Pro-Gard for Polyester: By developing a unique fiber finish and application process, Samson can offer braided polyester products that will outperform standard polyester products by approximately 5 times in wet use. Pro-Gard will not migrate; it stays with the rope to give the service life and reliability needed for wet applications. | | ELONGATION | In order to establish definitions involving stretch in ropes, it is necessary to review the specific terms used to define the basic components of stretch. ELASTIC ELONGATION (E.E.)
The portion of stretch or rope extension that is immediately recoverable after the load on the rope is released. This recoverable tendency is a primary result of the fiber type as opposed to the specific rope construction. Each type of synthetic material displays inherent, unique degrees of elasticity. High Performance fibers have a low elasticity when compared to nylon fiber.
ELASTIC HYSTERESIS
The recoverable portion of stretch or extension over a period of time after the load is released. In measuring elastic recovery it is the recovery that occurs immediately when the load is removed. Thereafter, Elastic Hysteresis, a remaining, small percentage of elastic recovery will occur slowly and gradually over a period of hours or days. Elastic Hysteresis is measured in a length/time scale and is also known as recovery time.
PERMANENT EXTENSION (P.E.) WHILE WORKING
The amount of extension which exists when the stress is removed, but no time is given for hysteresis recovery. It includes the non-recoverable and hysteresis extension as one value and represents any increase in the length of a rope in a constant working situation, such as during repeated surges in towing or other similar cyclical operations. P.E. while working will vary with different fibers and constructions.
PERMANENT EXTENSION (P.E.) AFTER RELAXATION
The portion of extension that prevents the rope from returning to its original length due to constructional deformation, such as: compacting of braid, helical changes and some plastic deformation of the yarn fibers. | | 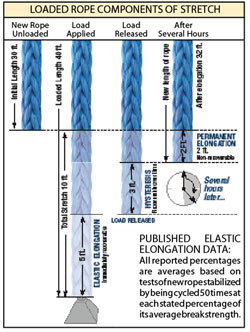 | CREEP
A material’s slow deformation that occurs while under load over a long period of time. Creep is mostly nonreversible. For some synthetic ropes, permanent elongation and creep are mistaken for the same property and used interchangeably when in fact creep is only one of many mechanisms that can cause permanent elongation.
CONSTRUCTIONAL ELONGATION
The elongation of a loaded rope that results from compaction as the fibers and strands align. SPLICE SETTING The elongation of a spliced rope caused by the adjustment and setting of the strands in the splice. |
|
|


